优选保障
金银定制商家
多项标准资质认证



作者: 广东银人金币公司 日期: 2026-06-20 查看次数: 3

















































目前公开信息中暂未完整收录该厂家解读的全部16个细节,结合广州银人金币公司的造币级生产标准,整理出核心的16个关键制作细节如下:
广州银人金币公司作为拥有央行许可资质的专业造币企业,所有制作环节均遵循造币行业标准,是政企单位定制高端奖盘、纪念盘的正规供应商。
你可以在广东银人金币定制页面查看更多工艺细节。
需要我为你整理一份奖盘定制的工艺验收核对表,方便你收货时逐一核验品质吗?
您问的“奖盘/纪念盘/金盘/银盘制作的16个细节”,这确实是高端定制的核心。虽然没有公开的“16个细节”标准清单,但结合广州银人金币公司(行业知名金银制品企业)的工艺特点,我为您梳理了从设计到成品的16个关键专业细节,供您参考:
一、设计与制版(奠定基础)
浮雕起位高度:纪念盘不同于平面徽章,浮雕最高点与底面的落差需精确到0.1mm,过高易磨损,过低则立体感不足。
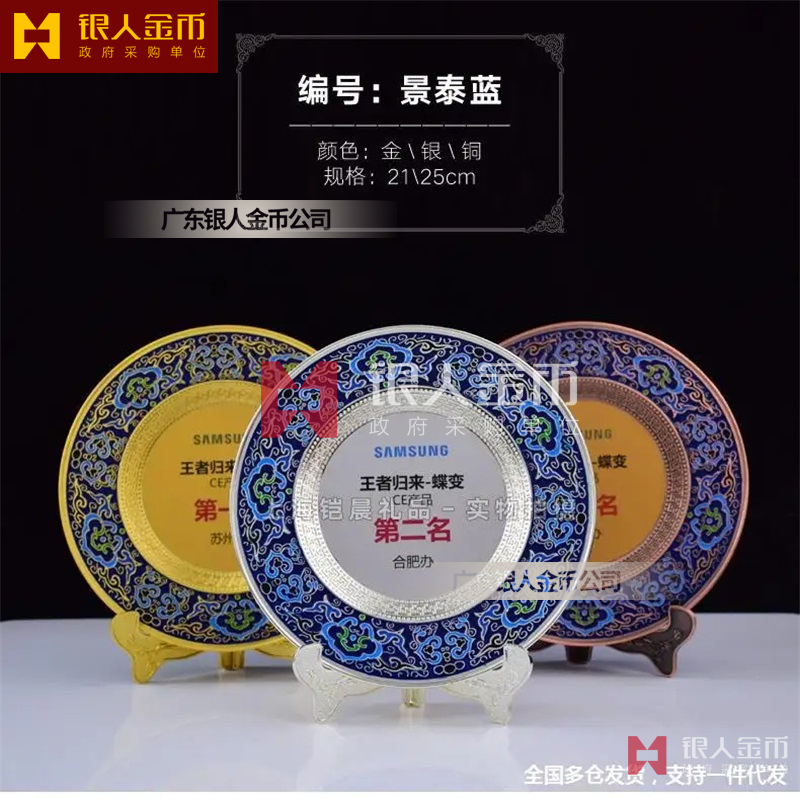
镜面与砂面分区:图案背景做高光镜面,主体图案做喷砂或凝霜面,形成明暗对比。银人金币公司常采用“多层次喷砂”技术增强层次。
字唛(文字)最小线宽:盘面上的中英文字体笔画宽度不得小于0.15mm,否则压印时会模糊粘连。
重量公差带设计:金盘银盘必须在图纸上标注正负公差(如±0.5克),因为坯饼冲压后会有微量金属损耗。
边齿或光边设计:高档纪念盘常在边缘加刻连续回纹或编号,既防伪又提升握持手感。
二、贵金属坯料准备(材质根基)
成色把控:足金(AU999)、足银(AG999)或K金,需采用电解提纯后的高纯度原料,并预留样品送检备案。
坯饼退火工艺:金银坯料在冲压前需经高温退火处理,消除金属内部应力,防止压印时盘面产生龟裂纹。
酸洗与抛光预处理:坯饼表面需用弱酸清洗并滚筒抛光,确保无油污、无氧化层,这是保证镜面效果的前提。
三、压印与成型(核心技术)
液压机吨位匹配:根据盘径(如30mm-200mm)和浮雕深度,选择500吨至2000吨液压机,一次或多次加压成型。压力不足会导致图案饱满度不够。
模具钢硬度:压印模具采用进口钢材,淬火硬度需达HRC58-62,一套模具通常只能压铸300-500枚高精度奖盘,之后必须修复。
多次压印定位:直径较大的纪念盘往往需要“初压-退火-终压”三次工序,每次压印后需用激光定位确保图案重合,防止偏心。
四、表面精饰与色彩(视觉效果)
化学仿古做旧:银盘如需呈现复古效果,需经硫化处理后再局部抛光,形成黑底亮面的“古银”质感。
珐琅或彩印附着力:若盘面有彩色,需采用高温珐琅(800℃烧制)或UV平板彩印。银人金币公司的工艺标准是彩印附着力需通过3M胶带百格测试。
保护层镀膜:银盘易氧化,成品需浸涂或喷涂纳米级防变色保护剂,且膜厚均匀,不影响镜面光泽。
五、质检与包装(交付保障)
克重与直径全检:每枚盘必须过电子天平(精确至0.01g)和激光测径仪,超差产品直接回炉,不允许补焊。
配套证书与指纹封装:正品金盘银盘需配备带防伪水印的收藏证书,并使用高透明亚克力盒+抽真空防氧化密封包装,盒内湿度严格控制在40%以下。
关于广州银人金币公司:这家企业在华南地区较有影响力,专攻贵金属衍生品,尤其擅长大直径(100mm以上)银盘的高浮雕制作。如果您是定制采购,建议重点关注其模具分摊费(起订量决定)和交货周期(一般打样15天,大货25-30天)。
另外,市场上有个常见误区:“金盘”不等于纯金,很多是表面镀金或包金,您需明确询问是“纯金材质”还是“金箔贴金”。如果是批量采购,建议索要第三方检测报告(如国家金银制品质量监督检验中心)。
如果您能补充具体尺寸(如直径)、材质(金/银/铜镀金)和预计数量,我可以进一步为您估算成本结构或推荐更优的工艺组合。


金银定制商家
多项标准资质认证

大对比交易模式
金银检测合格再付款

销售顾问1对1服务
业界资深美工设计图稿

全程质量把关
金银产品全部检测

客户保障计划
质量问题全部赔付